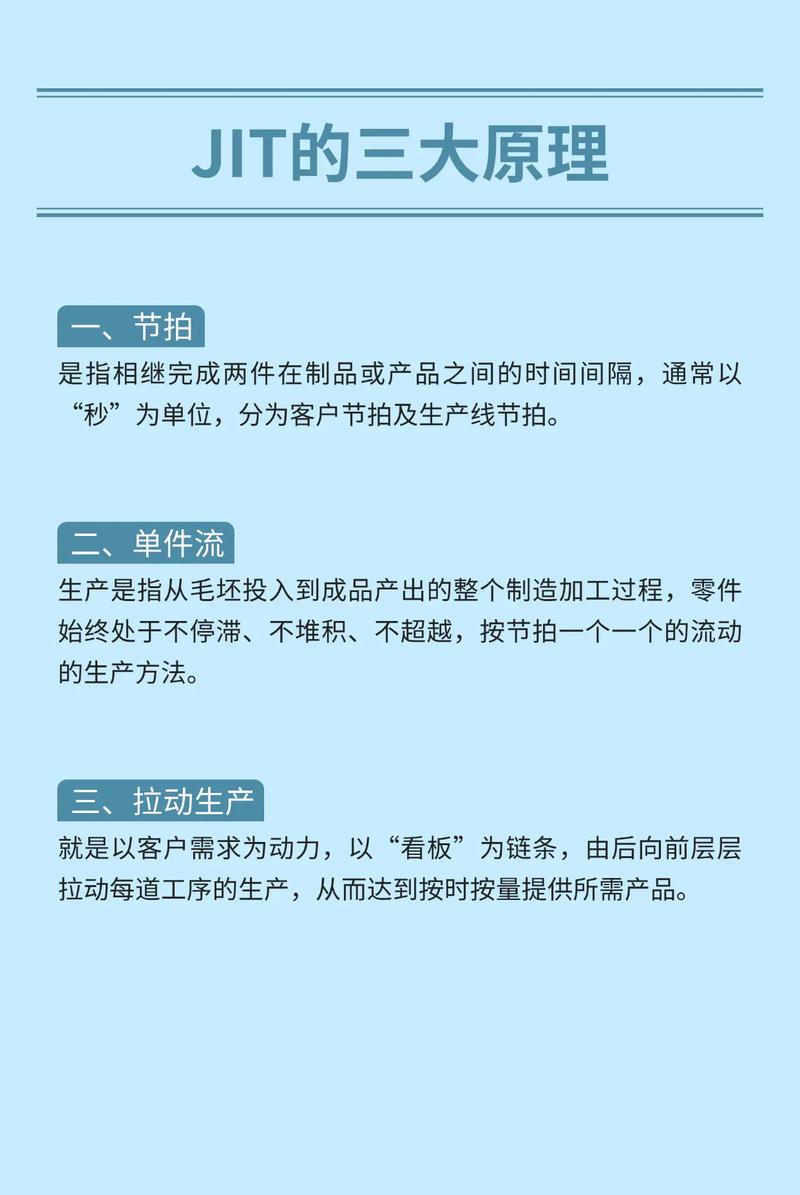
在准时化生产(JIT)方式中,生产指令的传递核心机制是拉动式系统,其最经典、最核心的工具是看板,JIT的目标是只在需要的时候、按需要的量、生产需要的产品,因此生产指令的传递必须非常精确、实时且可视化,以最大限度地减少库存和浪费。
(图片来源网络,侵删)
以下是JIT方式传递生产指令的主要方式:
🧩 1. 看板系统 - 核心工具
看板是JIT的“神经中枢”,是传递生产指令最直接、最标志性的方式,它本质上是一种可视化信号卡或标签,承载着生产和物料搬运的信息。
- 工作原理:
- 拉动信号: 看板代表了对下游工序(或最终客户)实际消耗的物料或产品的需求,只有当下游工序取走一个装满零件的容器(并附有看板)时,才意味着产生了对上游工序生产该零件的需求。
- 触发生产: 上游工序看到返回的空容器和对应的看板(生产看板),才被授权(或被指令)生产看板上指定数量的零件。
- 信息载体: 看板上通常包含以下关键信息:
- 零件号/物料号
- 零件名称/描述
- 容器容量(每箱/每托盘的零件数量)
- 上游工序(生产来源)
- 下游工序(使用地点)
- 存放位置
- (有时)所需数量(如果容器容量固定,则隐含)
- 主要类型:
- 领取看板: 用于下游工序向上游工序(或仓库)领取物料/零件,它指示“请取走这个容器里的零件”,当下游工序用完一箱零件后,将空箱和领取看板送回上游工序。
- 生产看板: 用于上游工序内部,指示该工序生产看板上指定的零件,当上游工序收到空容器和领取看板(或其生产看板被触发时),就根据生产看板的信息开始生产。
- 信号看板: 用于批量较大的生产过程(如冲压、注塑),当库存消耗到一定水平(如到达 reorder point)时,才触发整批生产,它通常挂在装满零件的容器上,当该容器被取用时,信号看板被取下,触发生产指令。
- 传递方式:
- 物理看板卡: 最传统的方式,卡片随物料或容器在工序间流转。
- 电子看板: 现代工厂广泛采用,通过扫描二维码、RFID标签、MES系统或专用看板软件,在屏幕上实时显示看板信息,当物料被消耗或扫描时,系统自动生成并传递电子看板信号给上游工序或生产设备,电子看板传递更快、更准确、数据可追溯,且易于集成。
📶 2. 安灯系统 - 异常与停线指令
安灯系统虽然不是直接传递常规生产指令,但它是传递“停止”或“求助”指令的关键工具,是JIT中“自动化”(带有人性化的自动化)理念的重要组成部分。
- 工作原理: 当生产线上的工人发现质量问题、设备故障、物料短缺或需要帮助时,可以拉动绳索或按下按钮。
- 传递指令:
- 停止指令: 触发相应工位或整条生产线的警示灯(通常是黄灯或红灯)亮起,并可能伴有声音警报,这指令生产线暂停,直到问题解决。
- 求助指令: 触发黄灯,通知班组长、维修人员或物料员前来支援。
- 目的: 确保问题在源头被立即发现和解决,防止不合格品流入下道工序,避免浪费扩大,它传递的是“立即停止并处理异常”的强制性指令。
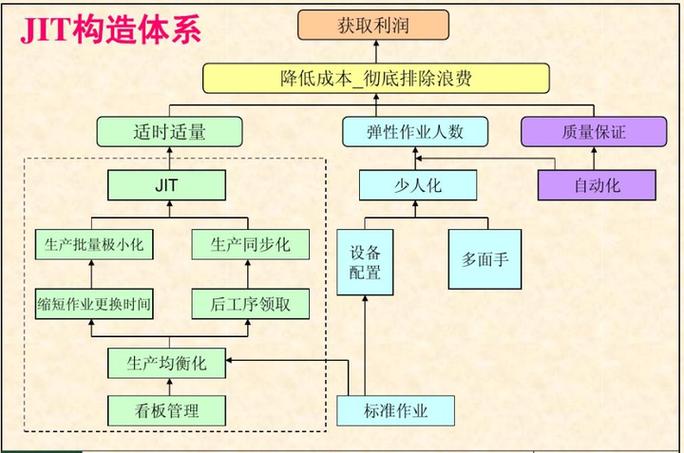
📊 3. 生产平准化 - 指令的基础与框架
平准化本身不是传递指令的直接工具,但它为看板等指令传递系统提供了稳定、可预测的基础,是JIT高效运作的前提。
(图片来源网络,侵删)
- 工作原理: 通过均衡计划,将总生产量在更短的时间单位(如天、班次、小时)内进行平均分配,混合生产不同型号的产品(每天生产A、B、C型号各100件,而不是周一全产A,周二全产B)。
- 对指令传递的影响:
- 减少需求波动: 使下游工序对上游工序的需求(即看板返回的频率和数量)变得相对平稳和可预测。
- 简化看板管理: 需求平稳使得看板数量的计算和维护变得更容易,避免了因需求剧烈波动导致的看板系统失效(如看板过多造成库存积压,或过少造成缺料)。
- 指令更平滑: 生产指令(看板)的触发不再是忽高忽低的“脉冲”,而是更接近连续的“涓流”,使生产节奏更稳定。
👀 4. 可视化管理 - 指令的透明化
可视化管理是JIT环境中不可或缺的辅助手段,它使生产状态、指令和问题对所有相关人员一目了然。
- 形式:
- 生产计划板: 显示当前班次/天的生产计划(型号、数量、顺序)。
- 进度跟踪板: 实时显示各工位/产线的实际生产进度(如每小时产量、累计产量、计划达成率)。
- 看板展示板: 集中展示当前在流通的看板状态(哪些看板被触发、哪些在执行中)。
- 物料存放标识: 清晰标明物料位置、最大/最小库存量、看板放置点。
- 安灯状态显示: 大屏幕显示整条产线的安灯状态。
- 作用:
- 指令可视化: 让工人和管理者能直观地看到当前的生产指令是什么(计划板)、执行得如何(进度板)、物料状态如何(标识)。
- 问题可视化: 安灯灯号、进度异常标记等,使问题指令(如停线、求助)立即暴露。
- 促进快速响应: 透明化的信息环境使所有人都能根据看到的“指令”(状态)快速做出决策和行动。
JIT生产指令传递的核心逻辑
- 拉动式: 指令源于下游的实际消耗,而非上游的预测计划。看板是实现拉动的核心信号载体。
- 实时性: 指令在物料被消耗的瞬间或极短时间内产生并传递(物理看板随容器流转,电子看板即时触发)。
- 可视化: 指令(看板、安灯、计划、进度)通过物理卡片、灯光、屏幕等方式高度透明,便于所有人理解和执行。
- 异常驱动: 安灯系统传递的是处理异常的强制指令(停线、求助),确保质量优先。
- 基于平准化: 稳定的需求是拉动系统高效运行的基础,平准化计划为指令传递创造了平稳的环境。
在JIT中,最核心的生产指令是通过“看板”传递的。 当下游工序取走一个装满零件的容器时,附带的“领取看板”就变成了上游工序的“生产指令”,电子看板系统则让这个过程更快、更准、更智能,安灯系统传递的是“停止”或“求助”的异常指令,而可视化和生产平准化则确保整个指令传递系统清晰、透明且稳定运行,这种机制完美体现了JIT“按需生产、消除浪费”的精髓。🎯

(图片来源网络,侵删)


