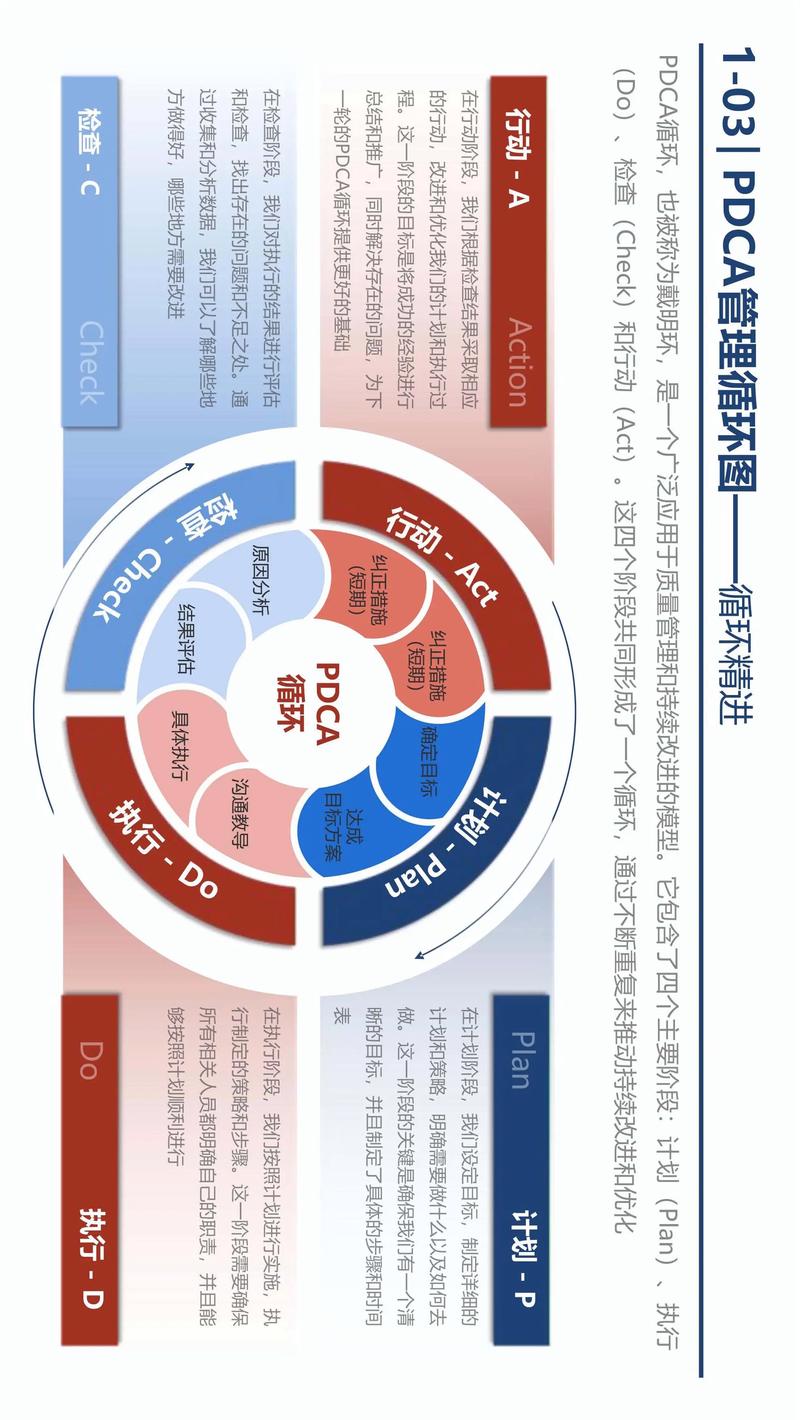
理解PDCA循环的核心思想
- P (Plan - 计划): 识别问题或改进机会,分析现状,设定目标,制定具体的行动计划。
- D (Do - 执行): 按照计划实施行动,收集执行过程中的数据和信息。
- C (Check - 检查): 对比执行结果与计划目标,评估效果,分析差异原因。
- A (Act - 处理/行动): 根据检查结果,总结成功经验并标准化(固化成果),处理未解决的问题或发现的新问题,将其转入下一个PDCA循环。
核心价值: 通过“计划-执行-检查-处理”的循环,推动现场管理从“救火式”转向“预防式”,实现持续改进。
(图片来源网络,侵删)
生产现场PDCA循环管理的制定步骤
计划 (Plan) - 精准定位,谋定后动
-
识别问题/机会 (Identify Problem/Opportunity):
- 数据驱动: 利用生产报表(如OEE、FPY、不良率、停机时间、返工率、安全事故率、单位成本、交付达成率等)、现场观察(走动管理)、员工反馈(班前会、提案改善)、客户投诉、内部审核发现等,识别出生产现场的关键痛点、瓶颈或提升潜力点。
- 聚焦重点: 运用帕累托图分析,找出造成80%问题的20%关键因素,优先解决影响最大、改进空间最明显的问题,某条产线A工序的设备故障停机时间占总停机时间的60%,且导致该工序不良率高达15%。
- 明确主题: 将选定的主题清晰定义。“降低A工序设备故障停机时间,提升设备综合效率(OEE)”。
-
分析现状与根因 (Analyze Current State & Root Cause):
- 深入现场: 到问题发生的地点(Gemba),观察实际操作流程、设备状态、物料流转、人员操作。
- 收集数据: 针对选定主题,收集更详细、更精确的数据,记录A工序每次故障的时间、现象、原因(初步判断)、处理时间、影响范围等。
- 运用工具分析:
- 5Why分析法: 连续追问“为什么”,直至找到根本原因,故障→轴承损坏→润滑不足→润滑周期过长→润滑标准未更新→设备参数变更后未同步修订标准。
- 鱼骨图 (石川图): 从人、机、料、法、环、测等维度,系统性地分析所有可能的原因。
- 流程图: 绘制当前作业流程,识别浪费(等待、搬运、多余动作、不良品、过度加工、库存、动作)和瓶颈点。
- 确定根本原因: 基于分析,确定导致问题的最核心、最根本的原因(可能不止一个)。
-
设定目标 (Set SMART Goals):
- 具体 (Specific): 目标清晰明确。“将A工序设备故障停机时间从每月平均20小时降低到8小时以下”。
- 可衡量 (Measurable): 目标可量化,有明确的衡量指标,故障停机时间(小时/月)、OEE(%)。
- 可实现 (Achievable): 目标具有挑战性但通过努力可以达到,考虑资源、技术、时间等约束。
- 相关 (Relevant): 目标与部门/公司的整体战略目标(如提升效率、降低成本、保证质量)紧密相关。
- 有时限 (Time-bound): 设定明确的完成期限。“在3个月内达成目标”。
-
制定行动计划 (Develop Action Plan):
 (图片来源网络,侵删)
(图片来源网络,侵删)- 针对根因: 为每个确定的根本原因,制定具体的、可操作的改进措施。
- 明确要素: 使用5W2H方法细化计划:
- What (做什么): 具体措施内容,修订A工序设备润滑标准;增加润滑频次;对操作员进行新标准培训;采购新型耐高温轴承。
- Why (为什么做): 说明该措施的目的(解决哪个根因)。
- Who (谁负责): 明确负责人(个人或团队)。
- Where (在哪里做): 具体实施地点(如A工序设备)。
- When (何时做/完成): 明确开始和结束时间点。
- How (如何做): 详细的操作步骤、方法、所需资源(工具、备件、预算)。
- How much (做到什么程度/成本): 量化目标(如润滑周期从1次/周改为2次/周),预估所需成本。
- 风险评估与预案: 识别计划执行中可能遇到的障碍(如备件供应延迟、员工抵触、技术难题),并制定应对预案。
- 形成文件: 将行动计划整理成清晰的表格或文档,确保所有相关人员理解并认可。
执行 (Do) - 落地生根,扎实推进
-
沟通与培训 (Communicate & Train):
- 向所有相关方(操作员、维修工、班组长、技术员、主管)清晰传达行动计划的目标、内容、职责和时间表。
- 对执行新措施的人员进行必要的技能培训(如新润滑操作、新标准解读、新设备操作),确保他们具备执行能力,培训要注重实操性。
-
按计划实施 (Implement as Planned):
- 严格遵循: 负责人按照行动计划中的步骤、方法和时间要求,一丝不苟地执行。
- 资源保障: 确保所需的工具、备件、物料、资金等资源及时到位。
- 过程记录: 在执行过程中,详细记录关键数据、遇到的问题、异常情况、调整措施等,这是后续“检查”和“处理”的重要依据,记录每次润滑的时间、操作员、设备状态;记录每次故障的现象、处理过程、耗时。
-
现场监督与支持 (Supervise & Support):
- 管理者(班组长、主管)需进行现场巡视,监督执行情况,确保计划不走样。
- 及时发现执行中的困难,提供必要的指导、协调和资源支持,解决现场问题。
- 鼓励员工反馈执行中的观察和建议。
检查 (Check) - 客观评估,验证成效
-
数据收集与对比 (Collect & Compare Data):
 (图片来源网络,侵删)
(图片来源网络,侵删)- 收集结果数据: 在计划执行周期结束后(或按设定的检查节点),收集与目标相关的结果数据,统计计划执行后一个月内A工序的设备故障停机时间、OEE、不良率等。
- 对比目标: 将收集到的实际结果数据与“计划”阶段设定的目标值进行直接对比。
- 对比基线: 同时与改进前的基线数据(现状)进行对比,衡量改善幅度。
-
效果评估 (Evaluate Effectiveness):
- 目标达成度: 目标是否达成?达成率是多少?
- 根因消除情况: 分析结果数据,判断当初识别的根本原因是否被有效消除或显著减弱?
- 副作用/新问题: 改进措施是否带来了意想不到的副作用或引发了新的问题?(增加润滑频次是否导致油污过多?新轴承是否影响其他部件?)
- 过程有效性: 行动计划的执行过程是否顺利?哪些环节做得好?哪些环节需要改进?
-
深入分析差异 (Analyze Variances):
- 如果目标未达成或效果不理想,需要再次运用分析工具(如5Why、鱼骨图),深入分析:
- 是根本原因分析错误?
- 是行动计划制定不完善(措施无效、资源不足)?
- 是执行不到位(培训不足、监督不力、员工不配合)?
- 是外部环境变化(如物料批次差异、订单波动)?
- 如果目标达成甚至超额达成,也要分析成功的关键因素是什么?
- 如果目标未达成或效果不理想,需要再次运用分析工具(如5Why、鱼骨图),深入分析:
处理 (Act) - 巩固成果,持续改进
-
标准化成功经验 (Standardize Successes):
- 固化成果: 对于被证明有效且可推广的措施,将其纳入标准化的作业流程、管理规范、技术标准或操作规程中。
- 更新文件: 修订相关的SOP(标准作业指导书)、设备维护保养规程、质量检验标准、安全操作规程等文件。
- 培训推广: 对相关人员进行新标准的培训,确保所有人理解和掌握,将成功经验横向推广到其他类似的工序、设备或产线。
- 纳入体系: 将有效的改进措施融入现有的质量管理体系(如ISO 9001)、环境管理体系(ISO 14001)或精益生产体系中。
-
处理未解决问题/新问题 (Address Unresolved/New Issues):
- 转入下一个循环: 对于在“检查”阶段发现仍未解决的根本问题,或者改进过程中暴露出的新问题,将其作为新的改进主题,重新启动一个新的PDCA循环(回到“计划”阶段)。
- 调整计划: 如果分析发现原计划有缺陷,需要调整措施或目标,则修订行动计划,再次进入“执行”阶段。
-
总结与汇报 (Summarize & Report):
- 对本次PDCA循环的整个过程(目标、行动、结果、分析、标准化、遗留问题)进行系统总结。
- 形成报告,向上级管理层、相关部门及团队成员汇报成果、经验教训和下一步计划。
- 进行团队复盘,分享成功经验,反思不足之处,促进团队学习和成长。
生产现场PDCA循环成功运行的关键要素
- 高层支持与承诺: 管理层必须理解PDCA的价值,提供必要的资源(时间、资金、人力),并积极参与关键环节(如目标设定、成果评审)。
- 全员参与: PDCA不是管理层或工程师的专利,鼓励一线操作工、班组长积极参与问题识别、根因分析、方案讨论和执行,他们最了解现场,是改进的主力军,建立有效的提案改善机制。
- 数据驱动决策: 所有阶段(尤其是计划、检查)都必须基于事实和数据,而非主观臆断,建立有效的数据收集、分析和可视化系统(如看板、报表)。
- 聚焦现场 (Gemba): 问题发生在现场,解决方案也必须源于现场,管理者要“到现场去”,观察、了解、指导。
- 标准化是基础: 没有标准,就没有衡量改进的基准,也无法固化成果,持续维护和更新标准是PDCA循环的重要组成部分。
- 有效沟通与协作: 跨部门(生产、质量、设备、技术、采购)的顺畅沟通与协作至关重要,避免部门壁垒。
- 持续学习与改进: PDCA的核心是持续改进,将每一次循环视为学习机会,不断优化流程、方法和能力,容忍失败,鼓励尝试和创新。
- 可视化与透明化: 将PDCA循环的进展、目标、结果、问题等在现场通过看板、图表等方式可视化,让所有人都能看到,增强责任感和参与感。
- 工具的应用: 熟练运用QC七大工具(检查表、柏拉图、因果图、直方图、控制图、散布图、分层法)、5Why、5W2H、OEE计算、价值流图等工具,能显著提高PDCA运行的效率和效果。
- 坚持与耐心: PDCA循环不是一蹴而就的“速效药”,需要长期坚持才能形成持续改进的文化和机制,不要期望一次循环解决所有问题。
生产现场PDCA循环的常见应用场景
- 提升设备综合效率 (OEE): 减少设备故障、缩短换型时间、降低速度损失、减少不良品。
- 降低产品不良率/提高一次合格率 (FPY): 解决关键工序的质量问题,优化工艺参数,改进操作方法。
- 缩短生产周期/提高交付准时率: 优化生产排程,减少在制品库存,消除流程瓶颈,改善物料供应。
- 降低生产成本: 减少浪费(七大浪费),优化物料消耗,降低能源消耗,提高劳动生产率。
- 提升生产安全性: 消除安全隐患,改善作业环境,完善安全操作规程,加强安全培训。
- 改善现场5S/6S管理: 持续提升整理、整顿、清扫、清洁、素养、安全水平。
- 优化人员操作与技能: 标准化作业,多技能培训,减少操作失误。
- 解决特定瓶颈问题: 如某工序产能不足、某物料供应不及时等。
在生产现场制定和运行PDCA循环管理,是一个系统工程,需要将PDCA的理念、方法和工具深度融入日常管理活动中,关键在于始于问题,基于数据,聚焦现场,全员参与,持续循环,通过一轮又一轮的PDCA循环,生产现场的各项指标将得到持续提升,管理水平和竞争力不断增强,最终实现精益生产和卓越运营的目标,PDCA不是终点,而是持续改进旅程的起点和引擎。


