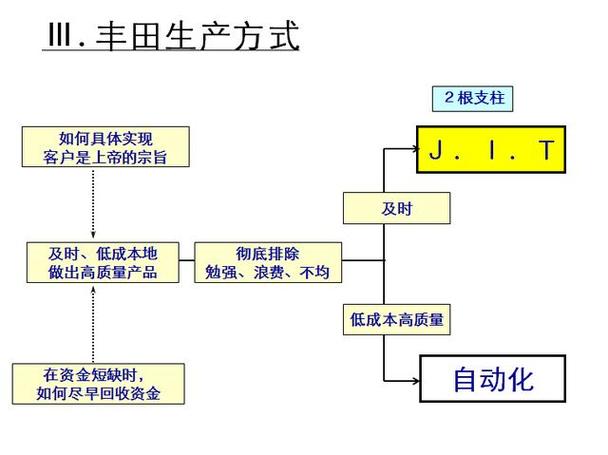
丰田公司的JIT(Just-In-Time,准时生产)组织生产方式是其著名的丰田生产方式(Toyota Production System, TPS)的核心支柱之一(另一个支柱是自働化),JIT的本质是一种追求极致效率、彻底消除浪费(Muda)的生产哲学和管理系统,其核心思想是“在需要的时候,按需要的量,生产需要的产品”。
(图片来源网络,侵删)
JIT的核心目标与理念
- 彻底消除浪费(Muda): 这是JIT的终极目标,丰田定义了7大浪费(后来扩展为8大):
- 过量生产: 生产超出需求或提前生产(被视为最大的浪费)。
- 库存: 原材料、在制品、成品的积压(掩盖问题、占用资金、增加成本)。
- 搬运: 不必要的物料移动。
- 等待: 人员或设备因流程不顺畅而产生的闲置。
- 动作: 人员不必要或不增值的身体移动。
- 加工: 不必要的加工步骤或过度加工。
- 不良品: 生产出需要返工或报废的产品。
- (后来增加的)人才浪费: 未充分利用员工的智慧、创造力和能力。
- 拉动式生产(Pull System): 与传统的“推动式生产”(按计划预测生产并推向下游)相反,JIT采用“拉动式”。后道工序(客户)在需要时,向前道工序(供应商)发出信号(看板),只取走(或要求生产)其所需数量的物料/零件。 这确保了生产完全由实际需求驱动,避免了过量生产和库存积压。
- 追求零库存: JIT并非追求绝对零库存(这在现实中几乎不可能),而是追求最小化库存,通过高效、可靠、快速响应的系统,使物料在需要时恰好到达,实现“单件流”或小批量流动的理想状态,库存被视为“万恶之源”,因为它掩盖了流程中的问题(如设备故障、质量缺陷、供应商延迟、换模时间长等)。
JIT的关键要素与实践方法
- 准时生产: 这是JIT的核心体现,通过精确的计划、协调和执行,确保每个工序在需要的时候,只生产(或接收)后道工序所需数量的合格产品。
- 看板管理: 这是实现拉动式生产的核心工具和信号系统。
- 看板: 通常是一张卡片(也可以是容器、电子信号等),包含物料信息(零件号、名称、数量、来源地、目的地等)。
- 运作方式:
- 生产看板: 指示前道工序生产指定数量的特定零件。
- 取货看板: 授权后道工序从前道工序或仓库取走指定数量的特定零件。
- 规则: 没有看板不生产、不搬运;看板必须随实物一起流动;看板数量代表最大在制品库存;工序应努力减少看板数量(即减少库存)。
- 均衡化生产: 这是JIT成功实施的前提条件。
- 目的: 避免生产需求的剧烈波动,使生产流程平稳、可预测,如果需求忽高忽低,拉动系统难以有效运作。
- 方法: 通过“生产均衡化板”等工具,将总生产量在较长时间段(如一个月)内进行分解,平均分配到每一天、每一小时,并尽可能混合生产不同型号的产品(避免大批量生产单一型号),这要求销售部门提供相对稳定和可预测的需求预测。
- 标准化作业: 为每个工序制定最优、最安全、最高效、质量最稳定的操作方法、作业顺序、标准在制品数量和作业时间(节拍时间),标准化是持续改进的基础,也是保证质量和效率的关键。
- 柔性生产: JIT要求生产系统具有快速响应需求变化的能力。
- 快速换模: 通过SMED技术,将模具更换时间从几小时缩短到几分钟甚至几十秒,实现小批量、多品种生产的经济性。
- 多能工培养: 培训员工掌握多种技能,能够灵活地在不同工序间调动,适应生产任务的变化。
- 设备布局优化: 采用U型线、单元式生产等布局,缩短物料搬运距离,提高生产灵活性。
- 供应商合作: JIT的成功高度依赖稳定、可靠、高质量的供应链。
- 长期合作关系: 与核心供应商建立基于信任、信息共享和共同发展的长期伙伴关系。
- 就近供应: 优先选择地理位置靠近的供应商,减少运输时间和不确定性。
- JIT供货: 要求供应商也实施JIT,实现小批量、高频率、准时的物料供应(可能通过“牛奶取货”等方式)。
- 质量保证: 要求供应商提供高质量的原材料和零部件,减少进厂检验(甚至免检)。
- 全员参与的持续改进: JIT不是一次性的项目,而是一个持续改进的过程。
- 现场主义: 强调管理人员深入生产现场(Gemba),观察、发现问题。
- PDCA循环: 计划、执行、检查、行动,不断优化流程。
- 员工授权: 鼓励一线员工发现问题、提出改进建议(“安灯”系统是重要工具)。
- 根因分析: 运用“5个为什么”等方法,深入挖掘问题根源并彻底解决。
JIT的优势
- 显著降低库存成本: 减少原材料、在制品和成品库存,释放大量流动资金,降低仓储、管理、损耗等成本。
- 提高生产效率: 消除浪费,优化流程,缩短生产周期,提高设备利用率和劳动生产率。
- 提升产品质量: 单件流或小批量流动使质量问题能被迅速发现并解决(自働化配合),减少不良品产生和返工。
- 增强响应速度: 拉动式生产和柔性生产能更快地响应市场需求变化。
- 暴露问题,促进改进: 低库存像一面镜子,迫使企业暴露并解决流程中的各种问题(设备故障、质量缺陷、供应商延迟等),推动持续改进。
- 优化空间利用: 减少库存占用的场地空间。
JIT的挑战与风险
- 对供应链高度依赖: 任何环节(尤其是供应商)的延迟或中断(如自然灾害、罢工、物流问题)都会迅速导致整个生产线停工。“牛鞭效应”在JIT系统中可能被放大。
- 实施难度高: 需要整个组织(包括供应商)在理念、文化、流程、技能上进行深刻变革,需要长期投入和高层坚定支持。
- 需求波动风险: 对需求预测的准确性要求极高,剧烈的需求波动会使均衡化生产难以维持,导致系统失效。
- 对员工要求高: 需要员工具备高度的责任感、问题解决能力和多技能,需要持续的培训。
- 初期投入较大: 实施SMED、设备改造、供应商开发、信息系统建设等需要前期投入。
丰田的JIT生产方式是一个以彻底消除浪费为核心,以准时生产和拉动式系统为手段,以均衡化生产为前提,以看板管理为工具,以标准化作业为基础,以柔性生产和供应链合作为支撑,以全员参与的持续改进为动力的综合管理系统,它不仅仅是一种生产技术,更是一种管理哲学和经营理念,深刻影响了全球制造业的发展方向,成功实施JIT能带来巨大的竞争优势,但也伴随着相应的风险和挑战,需要企业根据自身情况进行审慎规划和持续优化。
(图片来源网络,侵删)


